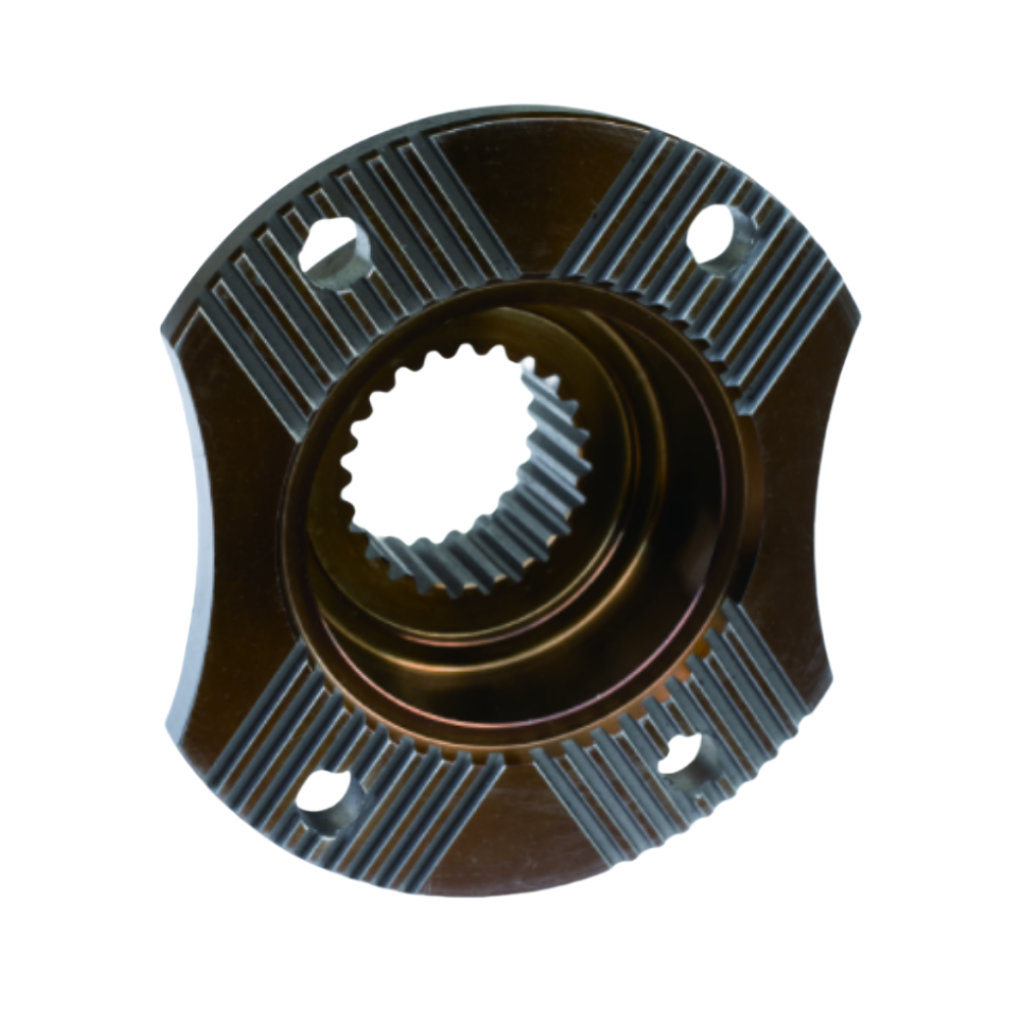
In heavy construction equipment, the final drive planetary gearbox endures the harshest combination of torque, shock load, and abrasive contamination. When a gear fails inside a Liugong Model 50 wheel loader, downtime is expensive—not just for the part cost, but for the lost productive hours on site. Many premature failures trace back to inadequate heat treatment or poor material grain structure. The 62-Tooth Gear for Liugong Model 50 Loader with Quenching & Tempering (QT) Treatment is purpose-engineered to resist exactly these failure modes. Forged from alloy steel, CNC-precision machined, and QT-processed to achieve a tough core with a hardened working surface, this gear is built to absorb impact and resist wear in demanding quarry, mine, and yard applications. Below we explain why the QT process and forged construction matter, and what to verify when sourcing replacement or OEM final drive gears.
Why the 62-Tooth Profile Matters in the Final Drive
The 62-tooth count is not arbitrary—it is the engineered ring gear (or large planet gear in some configurations) specified for the Liugong 50 series planetary reduction system. Correct tooth count and module ensure:
Proper Meshing with Pinion / Sun Gear: Incorrect tooth numbers cause misalignment, uneven load distribution, and accelerated flank wear.
Torque Multiplication Accuracy: The gear train's reduction ratio depends on exact tooth relationships. Deviations alter transmitted torque and can overstress adjacent components.
Direct Interchangeability: A gear made to OEM 62-tooth geometry drops into the existing carrier without modification—critical for fast field replacement.
The Critical Role of Quenching & Tempering (QT) Heat Treatment
A gear is only as good as its internal microstructure. The QT process applied to this 62-tooth gear involves two sequential steps:
Quenching (Hardening): The gear is heated above the transformation temperature and rapidly cooled, forming a martensitic structure that yields high surface hardness (typically 48–52 HRC on the tooth flank). This hardened case resists abrasive wear and pitting.
Tempering: Immediately after quenching, the gear is reheated to a lower temperature to relieve internal stresses and toughen the core (typically 35–45 HRC core hardness). This toughness absorbs shock loads—like hitting a rock pile—without brittle fracture.
The result is the ideal combination: a wear-resistant surface + an impact-absorbing core. Gears that skip proper tempering are prone to sudden tooth breakage; gears that skip quenching wear out quickly.
Forged Alloy Steel vs. Cast Gears: Why It Matters
The 62-Tooth Gear for Liugong Model 50 is forged, not sand-cast:
Grain Flow Alignment: Forging under adequate press tonnage aligns the metal grain along the tooth profile, following the shape of the gear teeth. This significantly improves fatigue strength compared to cast gears where grains are random.
Absence of Porosity: Forging eliminates internal voids and inclusions common in low-pressure castings, reducing initiation sites for fatigue cracks.
Higher Tensile & Yield Strength: Forged alloy steel sustains higher cyclic loading before crack propagation begins.
CNC Machining & Grinding for Smooth Power Transfer
After heat treatment, the gear undergoes:
CNC Gear Hobbing to generate the precise involute profile.
Tooth Flank Grinding (where specified) to achieve low surface roughness and tight pitch/runout tolerances.
Benefits include:
Minimal backlash and quiet operation
Even load distribution across the tooth face
Reduced vibration transmitted to bearings and housing
In-House Quality Control Checkpoints
Reputable suppliers (like Jinjiang Anhai Liancheng Machinery Co., Ltd.) perform 100% inspection:
Hardness Testing: Verifies case and core hardness meet QT specifications.
Crack Detection: Magnetic particle inspection (MPI) or ultrasonic testing to identify surface/subsurface defects.
Dimensional Verification: Checks tooth thickness, pitch deviation, bore diameter, and runout.
This QC rigor is what separates a gear that "fits" from a gear that performs reliably for years.
When to Replace the 62-Tooth Ring / Planet Gear
Signs your Liugong 50 final drive gear may need replacement:
Increased whining or grinding noise from the axle hub
Metal particles in the final drive oil (first sign of gear or bearing distress)
Visible chipped or pitted tooth flanks during inspection
Unexplained reduction in tractive effort
Prompt replacement prevents secondary damage to the sun gear, planet carriers, and bearings.
Sourcing Tips for B2B Buyers
When procuring a 62-Tooth Final Drive Gear for Liugong 50 Loader:
✅ Confirm tooth count (62T), module, pressure angle, and bore dimensions match OEM drawings.
✅ Ask for material cert (alloy steel grade) + heat treatment report (quench & temper parameters).
✅ Verify 100% MPI / hardness test documentation.
✅ Prefer manufacturers with in-house forging, heat treatment, and CNC grinding—this ensures traceability and consistent batch quality.
✅ Check if the supplier supports bulk orders, custom marking, and international shipping for your region.
Conclusion: The Right Gear Extends Machine Uptime
The 62-Tooth Gear for Liugong Model 50 Loader with Quenching & Tempering Treatment is not a generic spare—it is a precision-forged, QT-hardened component designed for the exact load spectrum of a 5-ton class wheel loader's final drive. Specifying a gear with verified forging pedigree, proper QT heat treatment, and CNC-ground accuracy is the most effective way to prevent premature tooth failure and maximize the service interval of your loader's drivetrain. For fleet managers and parts distributors, it's a small specification detail that delivers outsized ROI in reduced downtime.